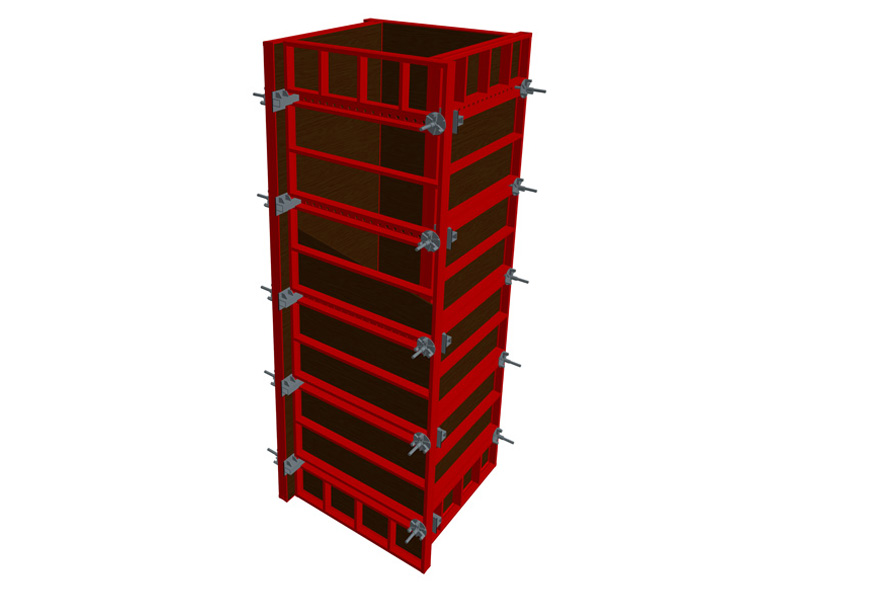
高速鉄道や高速列車の建設では、わずかな逸脱でもプロジェクト全体の失敗につながる可能性があります。スチール型枠Sは重要なコンポーネントであり、建設中の正確な位置決めは、建設品質を確保する上で重要な役割を果たします。
建設業界では、わずかな逸脱でもプロジェクト全体の失敗につながる可能性があります。 製鉄所は重要なコンポーネントであり、建設でのそれらの使用は、建設品質を確保する上で重要な役割を果たします。
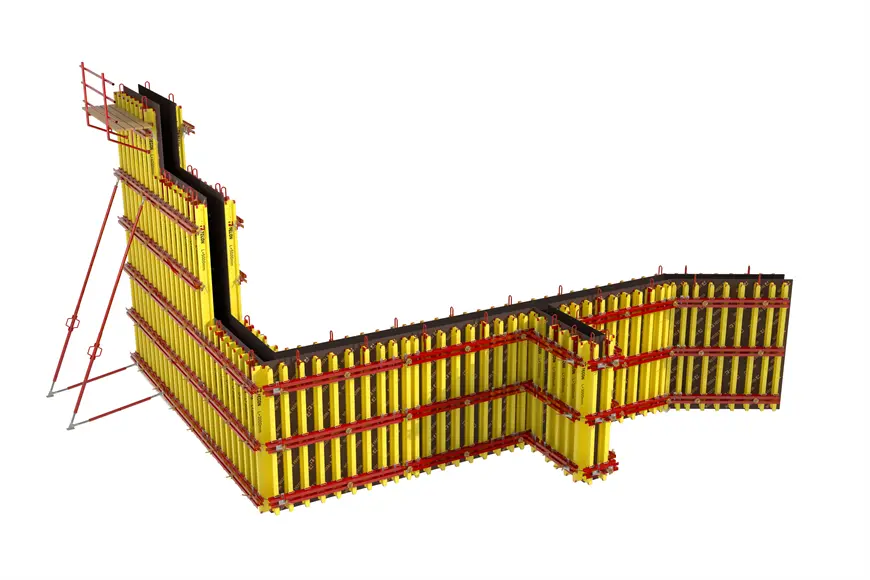
製鉄所の建設は、設計要件に従って正しい位置決め、形状、サイズを確保する必要があります。 さらに、鋼製型枠には、建設中に発生する可能性のあるさまざまな荷重に耐えるのに十分な耐荷重能力と安定性が必要です。 シンプルな構造で、取り付けや解体が簡単で、柔軟に使用できます。 それらは補強鋼の結合の要件を満たすことができ、材料を節約し、作業効率と速度を向上させる集中製造に適しています。 また、後続のプロセスの要件を満たすこともできます。
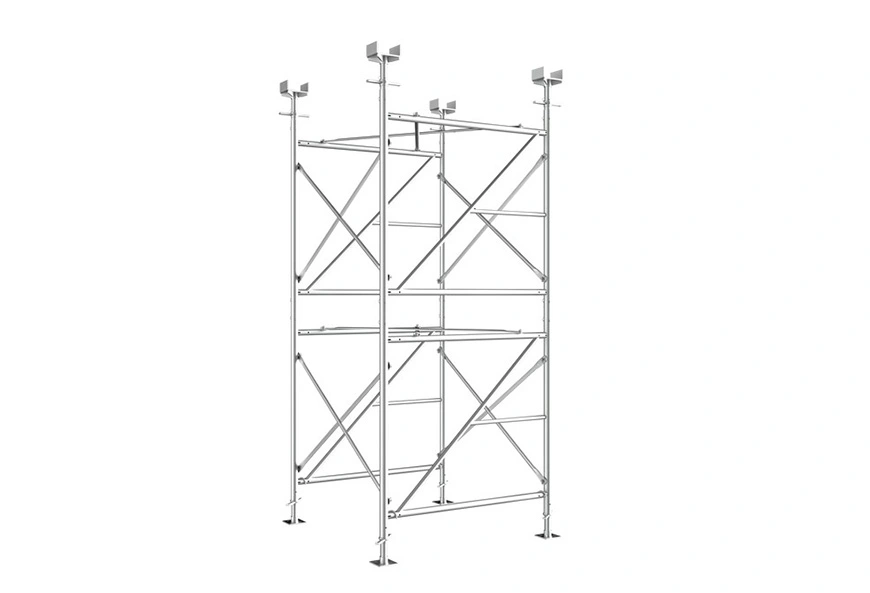
スチール型枠、を含むフレームformwork、コンクリート工学の品質、建設の安全性を確保し、建設の進行をスピードアップし、建設コストを削減するために重要な一時的なサポート構造です。 コンクリート構造物の建設中に水平および垂直荷重に耐え、設計要件に従ってコンクリート成形を保証する必要があります。
製鉄所の電気泳動コーティングのプロセスには、脱脂と錆の除去、水でのすすぎ、乾燥、電気泳動コーティング、水でのすすぎ、乾燥、ロゴのスプレー塗装、包装、出荷が含まれます。 以下はプロセスの詳細な説明です。
脱脂とさび除去
ツーインワンの方法を使用して、メーカーが提供するソリューションを使用して、1つのステップでオイルと錆を除去します。
水で洗う
目的は、型枠の表面にある酸とアルカリの残留物を除去することです。 流水の長い流れがすすぎに使用されます。
电気泳动コーティング
これがプロセスの目標であり中核です。 電気泳動コーティングの成功の主な要因には、電流、電圧、固形分、pH値、電気コーティング温度、および電気コーティングタンク内の速度が含まれます。エレクトロコーティングタンク内の追加機器の正しい使用と同様に。
乾燥
電気泳動コーティングの後、鋼の型枠を乾燥させる必要があります。 ドライヤーの作業温度は160〜180 ℃ に設定され、乾燥時間は30分です。
电気泳动コーティングに必要な主な装置
これには、さまざまな水タンク、エレクトロコーティングタンク、スルータイプの乾燥オーブン、機械式駆動システム、電気制御システム、および導電率メーター、接着テスターなどの塗料やフィルム用の機器が含まれます。
私達のからのTECONの研究開発のチームの専門知識を使ってフォームワーク会社、必要に応じてオンサイトでの支援を提供し、ソリューションが常に費用効果が高いことを知っています。 最初の接触から建設の完了まで、私たちはあなたをサポートするために常にそこにいるので安心できます。 お問い合わせへようこそ。